









炭素鋼 A2-70 サイズ亜鉛メッキ丸ベース T ナットブラッドホール T ナット
高品質の炭素鋼 A2-70 サイズ亜鉛メッキ丸ベース T ナットブラッドホール T ナットは中国のメーカー Gangtong Zheli によって提供されます。新しい顧客と古い顧客を歓迎し、より良い未来を創造するために引き続き協力してください。
ISO、DIN、GB、ANSI、OEM規格
材質ステンレス、
表面処理 プレーン、亜鉛メッキ
カラーイエロー、ブラック、シルバー、ゴールド、OEM
タイプ OEM、オープンタイプ、ステンレス製フランジナット
パッキングカトロンボックス + クラフトボックス、
サービス OEM&ODM、OEM、ODM
ISO、DIN、GB、ANSI、OEM規格
材質ステンレス、
表面処理 プレーン、亜鉛メッキ
カラーイエロー、ブラック、シルバー、ゴールド、OEM
タイプ OEM、オープンタイプ、ステンレス製フランジナット
パッキングカトロンボックス + クラフトボックス、
サービス OEM&ODM、OEM、ODM
お問い合わせを送信
製品説明
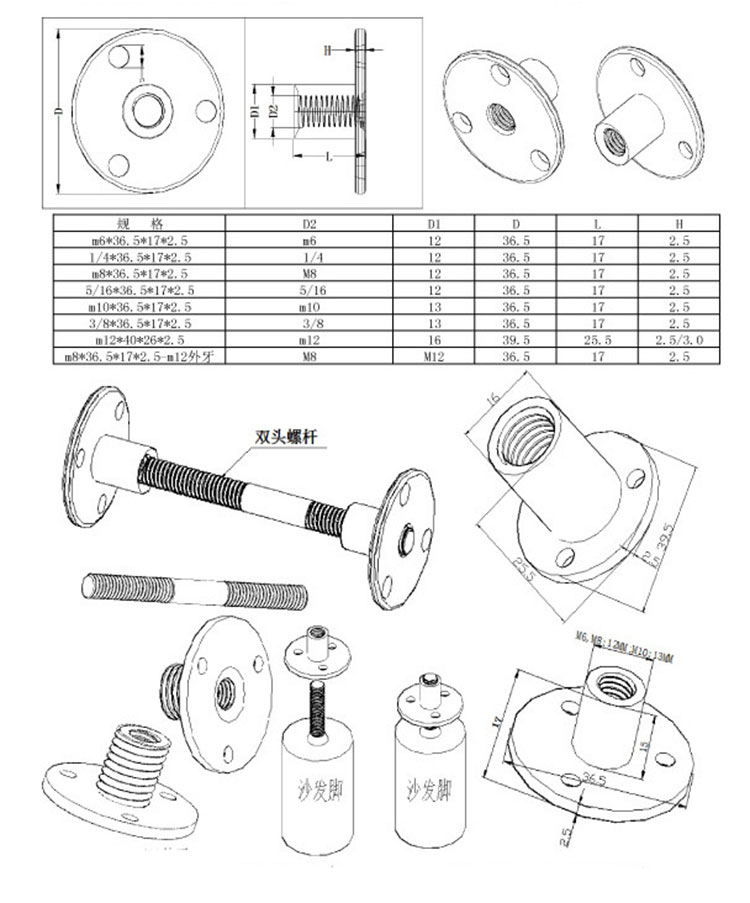
炭素鋼 A2-70 サイズ亜鉛メッキ丸ベース T ナットブラッドホール T ナット
説明:
単軸に EereS を追加するプロセスの策定には、構造、技術要件、生産バッチ、設備条件に応じてシャフトの加工を調整することが含まれます。
本作ではラダーシャフトデザインを採用し、ブランクには無垢鍛造を採用。 2 軸の処理アプローチには次の段階が含まれます。
D) 粗加工段階: この段階の主な目的は、重切削によって余分な材料のかなりの部分を除去することです。このプロセスにより、ブランクは最終的なサイズと形状に近づき、わずかな加工マージンのみが可能になります。さらに、この段階で鍛造割れなどの欠陥を特定し、迅速に対処して必要な措置を講じることができます。
A) ブランク処理: 最初のステップには、準備、鍛造、および正規化の手順が含まれます。
B) 荒加工: この段階では、余剰材料の除去、端面のフライス加工、スパイクの穴あけ、外周の荒削りなどの作業が行われます。 半仕上げ段階: この極めて重要な段階では、より複雑で詳細な加工作業に向けてワークピースを準備することに重点が置かれています。
| 製品名 | 炭素鋼 A2-70 サイズ亜鉛メッキ丸ベース T ナットブラッドホール T ナット | ||||||
| 標準: | DIN、ASTM/ANSI JIS、ISO、AS、GB | ||||||
| 材料 | ステンレス鋼: SS201、SS303、SS304、SS316、SS316L、SS904L、F594 | ||||||
| 鋼グレード: DIN: Gr.4、5、6、8.8、10、; SAE: Gr.2、5、8; ASTM: A563 | |||||||
| 仕上げ | 亜鉛(黄、白、青、黒)、ホップディップ亜鉛メッキ(HDG)、四三酸化鉄、 ジオメット、ダクロメント、陽極酸化、ニッケルメッキ、亜鉛ニッケルメッキ |
||||||
| 生産 プロセス |
M2-M24:冷間鍛造、M24-M100 熱間鍛造、 カスタマイズされたファスナーの機械加工と CNC |
||||||
| カスタマイズされた製品 リードタイム |
繁忙期:15~30日、閑散期:10~15日 | ||||||
| 在庫品 | 炭素鋼:DIN934、DIN6923、DIN928、DIN929、ISO4032、ケージナット、袋ナット ステンレス鋼: すべての DIN または GB 標準ステンレス鋼ナット |
||||||
| Gangtong Zheli Fastener から標準ファスナーの無料サンプルを入手 | |||||||
応用:
家具の使い方。
環境保全機器、医療機器、通信機器、電力設備、電子製品、食品機械、石油化学工業、船舶組立、ポンプバルブ、パイプ、建築カーテンウォール、空き地など。
描画
ホットタグ: 炭素鋼 A2-70 サイズ亜鉛メッキ丸ベース T ナットブラッドホールティーナット、中国、メーカー、サプライヤー、カスタマイズ、品質、工場、価格
関連カテゴリー
お問い合わせを送信
下記フォームよりお気軽にお問い合わせください。 24時間以内に返信いたします。




X
当社は Cookie を使用して、より良いブラウジング体験を提供し、サイトのトラフィックを分析し、コンテンツをパーソナライズします。このサイトを使用すると、Cookie の使用に同意したことになります。
プライバシーポリシー